嘉興供應流水線銷售廠家
有、有計劃、有目標的進度每個單元平衡生產!在生產活動中,生產批量以一個為批量,前后工序間無停滯,每完成一道工序自檢一道工序,傳遞一個的生產方式稱之為一個流的生產方式,簡稱單件流。單件流水線的特點1、目標管理:產能目標化,由工業工程人員把產品的每個單元(工序)進行目標產能設定;2、時間管理:時間定量化,由工業工程人員把產品的每個單元(工序)進行目標操作時間的設定;3、成品出產快,質量問題反應迅速,零批量品質;4、前推后拉式:它與傳統生產方式不同,傳統生產方式,生產線處于被動,只能等待前部門的物料、開裁、繡花、印花來決定生產的正常運作,而單件流水生產它是處于主動,前工序必須滿足生產線,一切為了生產而謀定。前推,不只是流水上的前推,它包括訂單、物料供應、產品再加工。后拉,是為了滿足客戶需求,拉動整過生產與供應鏈的拉動。流水線操作規程編輯(一)設備操作人員必須熟練掌握各種機械的構造、性能和操作、維護方法、做到專人使用、專人負責。(二)操作木工機械時,應穿戴好工作服,扎緊袖口,女同志必須戴好工作帽,辮子放入帽內;不許戴手套、圍巾等進行操作。(三)機械開始工作前必須先試車。上虞流水線廠家直銷。嘉興供應流水線銷售廠家

20世紀60年代以后,由于電子計算機的應用,出現了數控機床、加工中心、機器人、計算機輔助設計、計算機輔助制造、自動化倉庫等。研制出適應多品種、小批量生產型式的柔性制造系統(FMS)。以柔性制造系統為基礎的自動化車間,加上信息管理、生產管理自動化,出現了采用計算機集成制造系統(CIMS)的工廠自動化。管理自動化:工廠或事業單位的人、財、物、生產、辦公等業務管理自動化,是以信息處理為的綜合性技術,涉及電子計算機、通信系統與PLC等學科。一般采用由多臺具有高速處理大量信息能力的計算機和各種終端組成的局部網絡。現代已在管理信息系統的基礎上研制出決策支持系統(DSS),為高層管理人員決策提供備選的方案。對社會的影響自動化是新的技術的一個重要方面。自動化技術的研究、應用和推廣,對人類的生產、生活等方式將產生深遠影響。生產過程自動化和辦公室自動化可極大地提高社會生產率和工作效率,節約能源和原材料消耗,保證產品質量,改善勞動條件,改進生產工藝和管理體制,加速社會的產業結構的變革和社會信息化的進程。[1]自動化實施時機編輯1、記錄生產過程。2、進行增值分析,把哪些非增值性的操作項目鑒定出來。3、把非增值性操作盡可能多地掉。工業流水線訂制價格上虞流水線制造廠家。

4)具有20A自鎖繼電器,具有自鎖功能,該繼電器在動作時才消耗電能,其余時間不消耗電能,對突然停電可繼續保持原來的狀態,確保系統的穩定性;5)可在監控中心與現場PLC盤之間上載或下載程序,且必要時,亦可通過網絡電腦在現場直接修改程序;6)以其的兼容性,可組合系統的多種網絡;7)具有操作功能并適合于多種用途的DDC功能,實現與其他系統的聯動PLC;8)采用了可與IBS網絡(Windows/TCP/IPProtocol)直接聯動的Windows軟件。2、主要PLC功能1)容量:可容納24000個繼電器的回路2)電源:220V/50Hz3)通訊:雙線通信19,200bps.基本傳送距離為,擴大時達。4)自檢功能:具備對內存,輸出輸入卡,繼電器,以及傳送裝置等工作狀態的自診斷功能。5)時鐘功能顯示日,周,(分時)月,年的工作狀態的記錄。潤年的自動識別。自動設定北京(標準)時間。6)定時PLC(日程安排)各繼電器執行24小時日程安排表。用鼠標可任意設定要PLC的(區域的)所需時間段。任意設定休息日,假日的自動操作。自動識別并PLC日出,日落時間段。預報閉燈時間(瞬間熄燈方式)5分鐘前。7)延時PLC功能:各繼電器自動延時開關。8)工作人員操作范圍設定。
自動化裝配生產線在結構上主要包括:輸送系統各種分料、擋停及換向機構各種自動上下料裝置各種自動化裝配專機傳感器與PLC系統除此之外,經常還可能有部分人工操作的工序,用于代替技術上極難實現自動化或在成本上并不經濟的裝配工序,組成同時包括機器自動操作與人工操作的混合型自動化裝配生產線。(1)輸送系統輸送系統通常采用各種輸送線,其作用一方面為自動輸送工件,另一方面為將各種自動化裝配專機連接成一個協調運行的系統。輸送系統通常都采用連續運行的方式。典型的輸送線如:皮帶輸送線、平頂鏈輸送線等通常將輸送線設計為直行形式,各種自動化裝配專機直接放置在輸送線的上方。自動化專機及輸送線都是在各種鋁型材的基礎上設計制造出來的,經過調試后,通過的連接件將自動化專機與輸送線連接固定,使它們成為一個整體。(2)各種分料、擋停及換向機構由于工件是按專機排列次序經過逐臺專機的裝配直至完成全部裝配工序的,通常在輸送線上每一臺專機的前方都先設計有分料機構,將連續排列的工件分隔開,然后再設置各種擋停機構,組成各專機所需要的工件暫存位置。工件到達該擋停暫存位置后,經過傳感器確認后專機上的機械手從該位置抓取工件放入夾具。寧波自動化裝配流水線廠家直銷。
20世紀40年代中發明的電子數字計算機開創了數字程序PLC的新紀元﹐雖然當時還局限于自動計算方面,但ENIAC和EDVAC的制造成功﹐開創了電子數字程序PLC的新紀元。電子數字計算機的發明為60~70年代在PLC系統中應用程序PLC和邏輯PLC以及應用電子數字計算機直接PLC生產過程奠定了基礎。20世紀50年代末起至今是綜合自動化時期,這一時期空間技術迅速發展,迫切需要解決多變量系統的PLC問題。于是誕生了現代PLC理論。現代PLC理論的形成和發展為綜合自動化奠定了理論基礎。同時微電子技術有了新的突破。1958年出現晶體管計算機,1965年出現集成電路計算機,1971年出現單片微處理機。微處理機的出現對PLC技術產生了重大影響﹐PLC工程師可以很方便地利用微處理機來實現各種復雜的PLC,使綜合自動化成為現實。“自動化提出的他認為在一個生產過程中,機器之間的零件轉移不用人去搬運就是“自動化”。自動化概念介紹編輯自動化的概念是一個動態發展過程。過去,人們對自動化的理解或者說自動化的功能目標是以機械的動作代替人力操作,自動地完成特定的作業。這實質上是自動化代替人的體力勞動的觀點。后來隨著電子和信息技術的發展,特別是隨著計算機的出現和應用。紹興車間流水線制造廠家。紹興數字化流水線廠家直銷
余姚流水線制造廠家。嘉興供應流水線銷售廠家
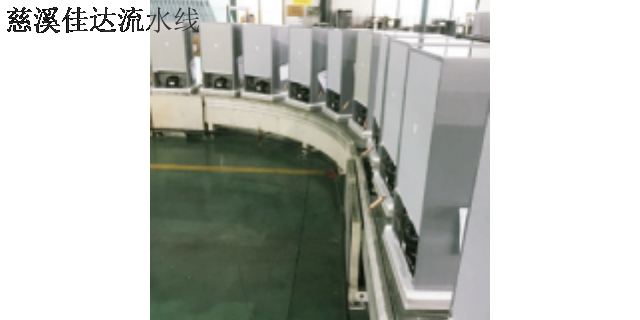
【鏈板輸送流水線】慈溪佳達自動化設備有限公司鏈板輸送生產流水線適于用于空調、小家電、冰箱、罐頭、飲料、化妝品和洗滌用品、紙制品、調味品、乳業及等的自動輸送、分配、和后道包裝的連線輸送。?規格:1.直輸鏈板寬度有、、、、、、254、;??2.轉彎鏈板寬度有、、、、。?材質:碳鋼、不銹鋼、塑鋼,根據產品的需要可選取不同寬度、不同形狀的鏈板來完成平面輸送、平面轉彎、提升、下降等要求。【鏈板生產流水線標準規格圖表】【滾筒輸送流水線】滾筒輸送流水線又可分為無動力和動力兩種輸送形式,在包裝行業應用,同時也會在一些其他生產設備中用于輔助輸送;滾筒生產流水線能夠輸送單件重量很大的物料,或承受較大的沖擊載荷,具有輸送量大,速度快,運轉輕快,能夠實現多品種共線分流輸送的特點。?結構形式:按驅動方式可分為滾筒線和無動力筒線,按布置形式即可分為水平輸送滾筒線、傾斜輸送滾筒線和轉彎滾筒線,還可以客戶要求特殊設計,以滿足各類客戶的要求。【滾筒生產流水線標準規格圖表】【螺旋輸送流水線】【標準規格圖表】螺旋輸送流水線是冶金、建材、化工、糧食及機械加工等部門應用的一種連續輸送設備,與其它輸送設備相比。嘉興供應流水線銷售廠家
- 紹興制造流水線銷售廠家 2025-02-22
- 安徽裝配流水線訂制價格 2025-02-22
- 浙江智能流水線哪里有賣 2025-02-21
- 奉化區園林流水線現貨 2025-02-21
- 浙江流水線廠家直銷 2025-02-20
- 寧波智能流水線哪里有賣 2025-02-20
- 浙江工業流水線哪家性價比高 2025-02-18
- 奉化區工業流水線生產企業 2025-02-18
- 江蘇裝配流水線銷售廠家 2025-02-17
- 江蘇智造流水線 2025-02-17
- 安徽直接驅動滾筒篩 2025-02-22
- 湖南定制助力臂售后維修 2025-02-22
- 龍華區打碼機 2025-02-22
- 吉林常規輸送上料 2025-02-22
- 浙江多層四向穿梭機器人廠家推薦 2025-02-22
- 珠海加厚款礦用柜組裝 2025-02-22
- 珠三角汽車電配五金批量定制 2025-02-22
- 無錫企業職工書屋改造方案 2025-02-22
- 重慶燃氣導熱油鍋爐型號一覽表 2025-02-22
- 河南工業油水分離機 2025-02-22