高壓泥漿管焊接難點分析及對策,推薦一臺智能自動化焊接神器
1.問題描述
高壓泥漿管是鉆井液循環系統中的重要組成部分。由于高壓泥漿具有很強的腐蝕性,輸送時工作壓力超高,所以對于高壓泥漿管的材質、焊接質量及其制作和檢驗都提出了很高的要求。

2.問題分析
(1)美**腐工程師協會標準 NACE MR 0175 對高壓泥漿管的技術要求高壓泥漿管材料牌號:AS19CR4130(鉻、鉬系列低合金鋼),技術協議來源于NACEMR0175標準中“在含有H,S的作業中的管道和設備及處理設備的抗硫化物應力腐蝕裂紋(SCC)的金屬材料要求”。SCC引起的損壞會導致設備在繼續承壓時不能恢復到工作狀態,危害承壓設備的完整性或使設備不能發揮其基本功能。
采用鉻、鉬系列低合金鋼制造管子及管子零部件,在溫度低于510℃時進行冷矯直,那么必須進行不低于480℃的消除應力熱處理;如果是冷成形則必須對冷加工區域實施不低于595℃消除應力熱處理。冷加工后硬度大于22HRC的**度管的連接處必須實施不低于595℃的消除應力熱處理。同時,使用這些合金鋼在管子冷加工后硬度大于22HRC時,慣例是需要做硫化氫致脆裂紋測試,以確定材料的抗 SCC性能。
(2)高壓泥漿管制作工藝難點從技術要求可以看出,高壓泥漿管的施工難點是控制熱處理工藝,保證焊縫、熱影響區及焊縫端面的硬度不大于 22HRC。
3.對策
(1)高壓泥漿管焊接工藝基于GR4130材料在ASME中沒有詳細材料分組的情況,焊接工藝評定采用ASMEIX規范同時也要滿足NACEMR0175標準及高壓泥漿管的技術協議要求。高壓泥漿管工作壓力大,對焊接接頭質量要求高,因此選用管子規格為o141.3mmx19.5mm,主要覆蓋范圍滿足本焊接工藝。
(2)焊接位置及坡口形式高壓泥漿管規格、焊接位置以及坡口形式見表 3-1。
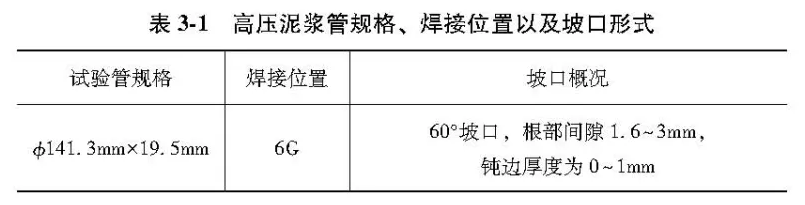
注:6G-管子傾斜 45°的焊接。
(3)焊接材料的選擇焊接材料的選擇在滿足母材力學性能要求的同時,也要滿足NACEMR0175標準中焊接材料的N含量不大于1%(質量分數)的規定。同時焊接材料強度越高,焊縫硬度也會增加。因此焊接材料選擇ER100S-G和E10018-D2等級(美標)。
(4)預熱和層間溫度的確定按國際焊接協會(IW)推薦碳當量和AWS推薦的碳當量計算公式,計算碳當量為0.52%~0.77%。由此可見,GR4130焊接性較差,按ASME建議的預熱溫度為130℃,考慮到預熱的目的是為了降低焊縫金屬的冷卻速度,避免冷裂紋的產生,根據實際情況將預熱溫度定為150~160℃,從而確保合適的冷卻速度,保證焊縫金屬及熱影響區不出現冷裂紋。溫度測量點為坡口兩側50~75mm范圍內。
(5)焊后熱處理方案焊后熱處理的主要作用在于消除應力,但需要注意的是,熱處理溫度過高會降低焊縫的韌性和強度。按NACEMR0175標準要求,為達到硬度不大于22HRC,需要做不低于595℃的熱處理,結合ASME和AWS對不同強度低合金鋼熱處理溫度和保溫時間(1h/25mm)的要求,綜合以上三個標準推薦的熱處理工藝規范參數,**終的焊后熱處理工藝參數定為:熱處理溫度650℃,保溫時間為2h。熱處理溫度曲線如圖3-5所示。
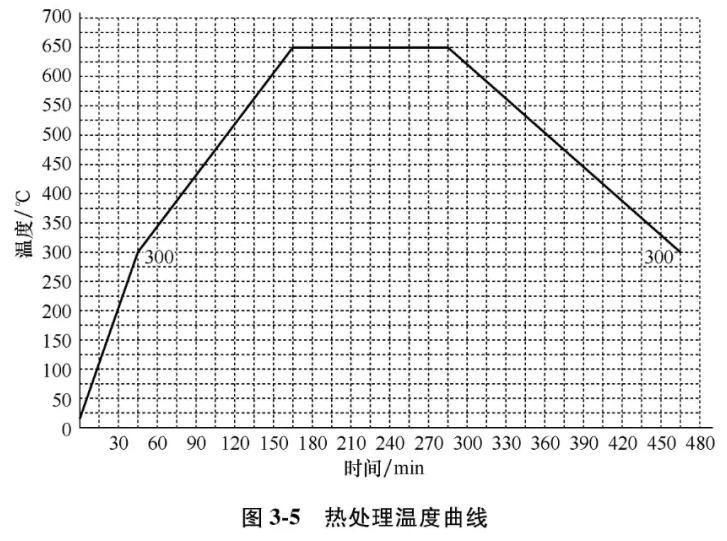
熱處理的臨界溫度定為300℃,從300℃加熱到650℃的升溫速率定為180℃/h,從650℃冷卻到300℃的降溫速率為150℃/h。焊接熱影響區(HAZ)的硬度是硬度控制的重點:在硬度測試中要注意利用NACE標準,相鄰3個點的平均值為22HRC,其中1個點超出,但超出不大于2HRC是滿足要求的。
4.焊縫 V形缺口沖擊韌性分析
焊接材料的選擇要滿足-40℃沖擊韌性要求。將高壓泥漿管焊縫沖擊韌性試驗溫度定為-40℃和0℃,兩個方案同時進行,既能滿足技術要求,也能為后續產品生產做好技術準備。-40℃低溫沖擊試驗對焊接工藝要求較高,要從焊材的選擇和焊接工藝上人手,主要是控制焊接熱輸人和層間溫度,采用多層多道焊。嚴格控制每道焊縫的成形系數,記錄焊接層數和每一層的道數,在焊接過程及焊后的全過程中對焊縫采取緩冷工藝措施,確保焊縫低溫沖擊韌性數據滿足標準和技術要求,特別是焊縫中心的沖擊韌性值。

5.進一步分析
通過對鉆井駁高壓泥漿管的工藝、制造和安裝過程的研究,從工藝的角度講,工藝試驗主要是為了研究焊接接頭的力學性能及宏觀性能。本焊接工藝示例更有利于焊縫質量的控制:采用多層多道焊,控制焊縫層厚,后一道焊道對前一道焊道具有回火的作用;使用**氫焊條,不橫向擺動,控制好弧長,這樣空氣不容易進人熔池,焊縫的氣孔敏感性降低;每一道焊道都使用打磨的方式清渣并處理焊縫表面,焊縫的夾渣概率會很小。高壓泥漿管焊縫的內部質量控制是通過無損檢測來控制和驗證的。大量的焊接現場實際工作表明,管子母材外表面可能存在硬度超標,需要在試驗時對母材的硬度進行測試,因此需規范矯管、焊接、熱處理和搬運施工等工序,防止熱處理后硬度升高。
6.推薦一臺智能自動化的高壓泥漿管焊接神器
MWG管道自動焊接機借助360度旋轉焊鉗,搭配自動化焊接智能控制系統,能很好實現在管件不動的情況下,自動環繞完成石油化工管道的打底、填充、蓋面氬弧焊接作業。在工藝參數確認的前提下,高質量焊縫的穩定輸出,保證了管道焊接的均一可靠性。

依托智能化數字焊接控制系統,MWG管道自動焊接機能很好實現管道自動焊接工藝參數精確穩定控制。經工藝人員根據管材焊接情況,調試好焊接參數并存儲后,***、均一化、穩定地焊接輸出不再是難事。同時,有了數字信息化數據存儲與打印管理功能的夾持,焊接質量控制與優化,變得可有利于追溯分析與持續改進;
美焊MWG系列管道自動焊接機 致力于展現優 勢性能與價格,**技術德國部件工藝,投放市場數十年,被廣泛應用于能源電力、鍋爐化工、石油管道、壓力容器、管道安裝等領域。整體采用模塊化設計,設計精巧,結構緊湊;科學合理的無級可調的卡鉗式夾具,充分滿足設備覆蓋范圍內管徑夾持要求,有效保障管與焊接軌跡的同軸運行;具備自動弧長和橫擺控制功能;可實現鎢極氬弧焊打底焊單面焊 雙面成型,滿足射線檢測或超聲波檢測 II級焊縫合格率98% 以上。滿足承壓試驗或沖擊、拉伸、彎曲等物理性能檢測要求。
1. 應用行業: 壓力容器、鍋爐、化工石油管道安裝等;
2. 適用范圍:不銹鋼、碳鋼、鈦合金等材質焊接;
3. 適用管徑:
MWG-90 適合管徑:Φ20-89mm,壁厚1-10mm;
MWG-170適合管徑:Φ63-168mm,壁厚2-10mm;
MWG-230適合管徑:Φ130-230mm,壁厚2-10mm;
MWG-325適合管徑:Φ159-325mm,壁厚2-10mm;
美焊感謝您的信賴與支持,并竭誠為您提供服務! 更多自動化管管焊機、自動化管板焊機、自動化環縫焊接專機、熱絲堆焊系統等產品及服務,歡迎致電:18918961606或查詢上海美焊官方網站
本文部分內容引用:機械工業出版社《現場焊接問題分析及對策》薛小懷 楊文化

