無錫西門子PLC安裝導軌6ES75901AC400AA0
本工藝標準是對電梯安裝工程質量的比較低要求,所規定的項目都必須達到合格。電梯安裝工程質量驗收除應執行本工藝標準外,尚應符合現行有關國家標準的規定。2術語電梯安裝工程電梯生產單位出廠后的產品,在施工現場裝配成整機至交付使用的過程。注:本工藝標準中的“電梯”是指電力驅動的曳引式或強制式電梯、液壓電梯。電梯安裝工程質量驗收電梯安裝的各項工程在履行質量檢驗的基礎上,由監理單位(或建設單位)、土建施工單位、安裝單位等幾方共同對安裝工程的質量控制資料、隱蔽工程和施工檢查記錄等檔案材料進行審查,對安裝工程進行普查和整機運行考核,并對主控項目全驗和一般項目抽驗,根據本工藝標準以書面形式對電梯安裝工程質量的檢驗結果做出確認。土建交接檢驗電梯安裝前,應由監理單位(或建設單位)、土建施工單位、安裝單位共同對電梯井道和機房(如果有)按本工藝標準的要求進行檢查,對電梯安裝條件作出確認。3基本要求安裝單位施工現場的質量管理應符合下列規定:具有完善的驗收標準、安裝工藝及施工操作規程。安裝方式: 可以垂直或水平安裝S7-300。無錫西門子PLC安裝導軌6ES75901AC400AA0
西門子PLC安裝導軌(2000mm)西門子PLC安裝導軌(2000mm)公司是一家專業從事西門子工業自動化產品和數控系統銷售、技術服務及培訓的工程服務公司。西門子代理商,西門子中國代理商,西門子授權代理商,西門子一級代理商,西門子PLC模塊代理商,西門子變頻器代理商,西門子電機代理商,西門子電線電纜代理商。在西門子工業自動化產品領域,公司憑借雄厚的技術實力及多年從事SIEMENS產品的銷售經驗,本著樹立公司形象和對用戶認真負責的精神開展業務,贏得了SIEMENS公司與廣大用戶的好評及大力支持,我公司除了在西門子S7-200/300/400PLC、變頻傳動、直流調速裝置、網絡通訊及WinCC人機界面顯示系統等的產品銷售中擁有較好的價格優勢外,同時我們致力于工業自動化控制領域的產品開發、工程配套和系統集成,擁有豐富的自動化產品的應用和實踐經驗以及雄厚的技術力量,公司擁有一批充滿創新活力并具有豐富工作經驗的員工,致力于為您提供質量的產品和服務。 南通供應西門子PLC安裝導軌6ES73901AF300AA0環境空氣溫度和CPU模塊位置,垂直裝配:0℃至40℃ 水平裝配0℃至60℃始終將CPU和電源模塊安裝在左側或底部。
其寬度、深度(進深)、垂直度符合施工要求。底坑要按設計標高要求打好地面。2電梯施工用腳手架既要符合有關的安全要求,承載能力≥,又要符合安裝軌道支架和安裝軌道的操作要求。3井道施工要用36V以下的低壓電照明。每部電梯井道要單獨供電(用單獨的開關控制),且光照亮度要足夠大。4上、下通訊聯絡設備要調試好。5層門口、機房、腳手架上、井道壁上無雜物,層門口、機房孔洞要用相應的防護措施,以防止物體墜落梯井。6要在無風和無其它干擾情況下作業。6施工工藝:確定導軌支架位置→安裝導軌支架→安裝導軌→調整導軌:,要按照圖紙要求的導軌支架間距尺寸及安裝導軌支架的垂線來確定導軌支架在井壁上的位置。:下一排導軌支架安裝在底坑裝飾地面上方1000mm的相應位置(有的要求700—800MM之間,有的地方1500以內,這個根據各地標準)。上一排道架安裝在井道頂板下面不大于500mm的相應位置(這個有的要求不大于300MM)。,還要考慮導軌連接板(接道板)與導軌支架不能相碰。錯開的凈距離不小于30mm,則以下層導軌支架為基點,往上每隔2000mm為一排導軌支架。個別處(如遇到接道板)間距可適當放大,但不應大于2500mm。(包含4m)的轎廂導軌。
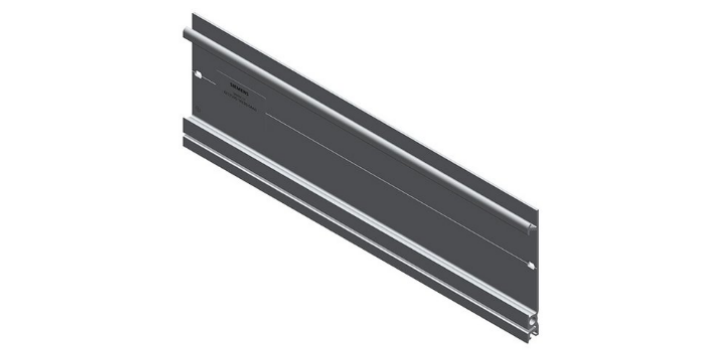
且集油槽的左側端面位于安裝塊左側端面的左側,集油槽的左側端面位于毛刷中刷毛末端所在平面的右側;出油嘴固定連接在安裝塊上,且出油嘴的出油端位于臺階部中底面的上方,出油嘴通過三通與注油管相連通;所述機架包括安裝板、限位板和卡塊,兩個限位板對稱固定連接在安裝板上,兩卡塊固定連接在安裝板上,且一個卡塊對應與一個限位板相互卡接。進一步地,所述限位板包括一種板體和第二板體,一種板體與安裝板相焊接,第二板體與一種板體相焊接,且第二板體與安裝板相平行,在第二板體上設有卡槽。進一步地,所述卡塊包括u形本體、j形掛鉤和鎖緊螺栓,j形掛鉤穿設在u形本體的一側端面上,在j形掛鉤上旋接螺母并將j形掛鉤與u形本體固定連接,u形本體另一側邊的末端90°折彎并形成固定邊,鎖緊螺栓插接于固定邊上,并貫穿于卡槽和安裝板,在鎖緊螺栓上旋接三個螺母,兩個螺母位于卡槽的前后兩側,一個螺母位于安裝板后側并將u形本體與安裝板固定連接。進一步地,所述j形掛鉤的掛鉤槽與u形本體上的槽位于同一高度平面上。進一步地,所述毛刷包括刷毛和刷板,刷毛固定在刷板上,在安裝塊的左側端面上設有用于安裝刷板的安裝凹槽,刷板通過螺釘固定于安裝凹槽內。進一步地。一米長以上的裝配導軌可以削減到任何特殊長度。不帶用于固定螺絲的安裝孔和接地導線螺栓。
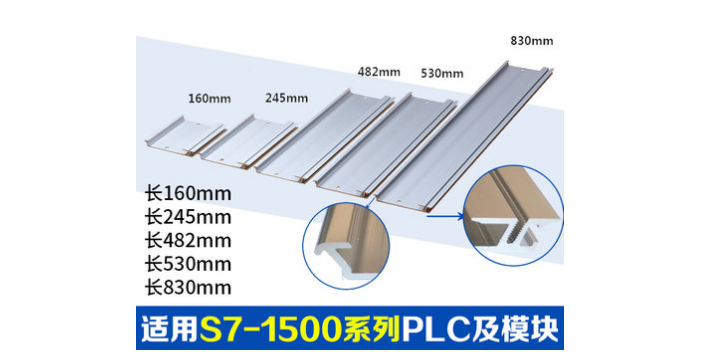
西門子PLC安裝導軌(530mm)西門子可編程控制器:S7-200CN、S7-200SMART、S7-300、S7-400、S7-1200、S7-1500、ET200、LOGO邏輯控制模塊西門子HMI人機界面:TD200、TD400C、TP177A/B、MP277、MP377、TP700、TP900、TP1200、TP1500、SMART700/1000西門子變頻器:MM420、MM430、MM440、G110、G120、6SE70工程變頻器6RA70直流調速器、3RW30/40/44軟啟動器西門子數控系統:802C、802S、808D、802D/SL、810D、840D西門子伺服驅動:611A、611D、611U、S120、NCU、PCU、伺服電機、低壓電機西門子工業以太網:通訊網卡、通訊電纜、通訊接頭、總線連接器工控機、交換機、自動化軟件等系列產品SIEMENS。 西門子工業以太網:通訊網卡、通訊電纜、通訊接頭、總線連接器 工控機、交換機、自動化軟件等系列產品。南通供應西門子PLC安裝導軌6ES73901AF300AA0
8PT SIVACON 作為一種配電盤可以在世界各地都有供應。無錫西門子PLC安裝導軌6ES75901AC400AA0
集油槽214為矩形槽結構,集油槽214固定連接在安裝塊211的底面上,且集油槽214的左側端面位于安裝塊211左側端面的左側,集油槽214的左側端面位于毛刷212中刷毛末端所在平面的右側。出油嘴213固定連接在安裝塊211上,且出油嘴213的出油端位于臺階部210中底面的上方,出油嘴213通過三通與注油管12相連通。涂油器21在使用時,潤滑油從出油嘴213流出,并滴至臺階部210的斜面上,并順著斜面向下面至毛刷212上。在對軌道的導軌面涂刷潤滑油過程中,集油槽214的左端面位于刷毛末端所在平面與安裝塊211左端面之間,在將毛刷212抵觸在導軌面上時,保證集油槽214的左端面與導軌面貼合即可,此時刷毛被抵觸在導軌面上,刷毛被壓縮后有一定的彈性,避免集油槽214與導軌面之間剛性接觸。在涂刷潤滑油時,流下的部分潤滑油會沿著倒角斜面下至集油槽214內,被集油槽214回收。本發明的涂油器使用時,是對流下的油進行部分回收,亦控制減少潤滑油的浪費。本發明中的機架11包括安裝板111、限位板112和卡塊113,兩個限位板112對稱固定連接在安裝板111上,兩卡塊113固定連接在安裝板111上,且一個卡塊113對應與一個限位板112相互卡接。限位板112包括一種板體115和第二板體116。 無錫西門子PLC安裝導軌6ES75901AC400AA0
- 蘇州銷售西門子PLC安裝導軌6ES75901BC000AA0 2025-03-24
- 無錫西門子PLC安裝導軌6ES75901AC400AA0 2025-03-24
- 福建配電箱AD16系列信號指示燈性價比 2025-03-24
- 限位開關ALS1 PF D2 2025-03-24
- 普陀區模塊西門子PLC安裝導軌6ES75901AC400AA0 2025-03-24
- 黃浦區直供西門子PLC安裝導軌6ES73901AF300AA0 2025-03-23
- 杭州SIEMENS西門子CPU通訊模塊6ES7541-1AB00-0AB0 2025-03-23
- 上海訂做控制箱二孔盒 2025-03-23
- 福建供應西門子CPU通訊模塊 2025-03-23
- 徐州直供西門子CPU通訊模塊6GK7243-5DX30-0XE0 2025-03-23
- 鋼結構直立鎖邊立邊咬合服務商 2025-03-26
- 奉賢區常規閥門按需定制 2025-03-26
- 深圳電腦周邊測試資料 2025-03-26
- 福建承包plc控制柜安裝 2025-03-26
- 蚌埠家用立柜式防爆空調機構 2025-03-26
- 成都光伏配件安裝生產廠家 2025-03-26
- 制造電動平車結構 2025-03-26
- SMC端子線廠家直銷 2025-03-26
- 天津立體化工商代理好選擇 2025-03-26
- 常州發動機生產下線NVH測試介紹 2025-03-26