-
 深圳力控系統按需定制
深圳力控系統按需定制隨著社會的發展,越來越多家具和裝修需要使用石材,而對于石材表面的平整要求也越來越高,需要對石材表面進行打磨拋光,實現平面光滑整潔,而現有的打磨操作一般需要工人使用打磨工具對石材表面一點點打磨拋光,這種打磨方式耗時耗力,打磨的效率不高,對工人的勞動強度也大,加大了人工成本。針對這些問題,安裝了DFC智能力控系統力控的石板平面自動打磨設備,能夠克服解決這些問題。其中動力裝置能夠為石板打磨提供動力,使打磨機自由移動,轉動裝置能夠使打磨機前后往復移動,實現對石板的前后打磨,研磨裝置能夠使打磨機向右前進,對石板平面打磨,此設備能夠自動完成對石板平面的打磨,無需人工操作,節約了人力成本,也能夠減少工作人員...
-
 江蘇力控系統有哪些品牌
江蘇力控系統有哪些品牌智能力控系統力控系統應用于批量性中小工件去毛刺、去飛邊、倒棱角、除銹、去氧化皮、電鍍前處理、及去除加工刀紋、工件表面光亮拋光,鏡面拋光等。特別適合一些形狀復雜、微型精密零件、異型易變形薄臂、窄縫、薄片工的件拋光難題。智能力控系統力控系統對大優點是,在打磨拋光過程中柔性控制打磨力的大小,拋光后不改變工件尺寸精度,外觀及手感顯著提高,是一些手工拋光、或進口拋光設備無法達到的拋光效果。目前已經應用于中小型零件批量生產加工,完全取代了落后的傳統拋光工藝,拋光效率、效益提高。智能力控系統力控系統已泛用于機械制造、電子零部件、儀表儀器、輕工、鐘表零件、航天、紡織器材專件、汽車零部件、軸承行業、醫療器械、...
-
 機器人**力控系統源頭直供廠家
機器人**力控系統源頭直供廠家常規的打磨方案采用人工打磨,生產效率低,工作周期長,而且精度不高,產品均一性差。尤其是打磨現場的噪聲和粉塵污染對工人的傷害特別大。基于力控的打磨拋光機器人能夠實現高效率、高質量的自動化打磨,是替代人工打磨的行之有效的解決方案。力控系統機器人系統由以下幾部分組成:工業機器人、力控系統、打磨工具、工作臺。力控系統機器人是力控制技術為主,通過控制加工軌跡和打磨工具與工件的接觸力,以滿足柔性力和位置兩方面的工藝要求,保證打磨質量。力控系統系統適應各種工業機器人,通過力控系統控制打磨加工過程,使機器人具備了良好的對接觸力感知和控制能力,實現了高效率高質量的自動化打磨過程。力控系統 大儒科技(蘇州)有限公...
-
 機器人**力控系統貨源推薦
機器人**力控系統貨源推薦.根據權利要求1所述的一種基于六軸機器人的注塑件飛邊自動打磨設備,其特征在于:所述的工作臺(1)沿其周邊設有框架(1-1),工作臺(1)上部的框架(1-1)兩側及后部設有可移動的透明有機玻璃板(1-2),框架(1-1)前部的兩立柱上安裝有光柵(1-3),工作臺(1)下部的框架(1-1)四周設有側板(1-5),且工作臺(1)下部的空腔用于安裝控制箱及電氣元器件,側板(1-5)上設有散熱器(1-6),工作臺(1)前部設有內凹的前儲物倉(1-4)和操作面板。3.根據權利要求1所述的一種基于六軸機器人的注塑件飛邊自動打磨設備,其特征在于:所述的固定夾座(5-2)設有用于安裝氣磨(5-3)或電磨的安裝孔...
-
 官方力控系統值得推薦
官方力控系統值得推薦焊縫打磨包括:平面焊縫余高打磨、曲面焊縫余高打磨、不規則焊縫打磨。對于前兩種情況,激光測距儀實時反饋方焊縫的余高以及左右的距離信息,通過內部算法實時計算,調整打磨工具高度與打磨位置,自適應補償工件本體、焊接過程以及工裝所導致的誤差,就能實現力控系統加工作業。但對于不規則焊縫打磨,除了要定位位置和檢測余高之外,還需要準確識別,因此要采用3D視覺檢測系統,3D鏡頭+算法的測量模式,對工件焊縫3D掃描數據進行分析,實現焊縫的識別、準確定位和測量,對焊縫進行智能打磨。例如鈑金箱箱體的沖壓、焊接、打磨、原子灰、打磨、噴漆等的制作流程,把鈑金箱體的焊縫、毛坯進行精細化的加工打磨,終對鈑金箱體進行表...
-
 江蘇力控系統企業
江蘇力控系統企業機器人自動化打磨拋光適用于各種類型工件和材料打磨拋光工藝的各個方面,常規復雜形狀工件的拋光需要由人工完成,加工效率低、產品一致性難以保證、生產人員工作環境惡劣,同時管理成本較高,隨著用工成本和技工不確定性風險的上市,利用人口紅利創造產品利潤的時代已經結束。自動化打磨方式使用先進DFC力控制技術使得打磨力控系統能夠處理各種復雜形狀的工件,并且保證了工件的加工質量和產品的一致性。通過在機器人上的DFC力控系統執行器,以及線性鏈接的DFC力控系統控制器,結合工件與打磨工具的磨損消耗計算方程,使得系統能夠實現復雜磨削,隨形拋或安裝三維數模尺寸拋都成為可能。實時反饋并控制打磨力在設定范圍內,在線質量控制...
-
 機器人**力控系統按需定制
機器人**力控系統按需定制智能力控系統力控系統采用自適應的接觸力柔性控制方式,運用控制算法來驅動磨頭運動,柔性工件易損自動補償,利用激光傳感器識別來料焊縫高度,實現打磨均勻、可控,安全性好,投資回報率快。解決問題:傳統的人工打磨生產線效率低,打磨質量與工人手法密切相關,產品打磨效果一致性差,現場粉塵大,危害工人身體健康。技術創新:1、自適應接觸力控制方式,運用“優化控制算法”優化打磨軌跡,并驅動磨頭運動,保證打磨拋光效果一致性,避免打穿或者打磨不到位;2、用視覺系統,激光傳感器,識別來料異常,精確引導定位打磨區域;3、實時檢測磨輪、拋光輪磨損情況,實現自動補償。智能力控系統力控系統解決方案已經出口到海外市場,并廣泛應用...
-
 深圳力控系統供應
深圳力控系統供應加工后的工件往往前后品質不一,公差各不相同,難以得到安定的工藝效用。關于繁雜結構的鑄件、毛刺散布分散的鑄件也能對應。而且機器人具可編程性,新的產品導入只需要改換工裝治具,次序切換就能完成。這使裝置具更高的柔性化,更適當目前企業的需要。同機遇器人去毛刺的方案能增加工友休息強度或間接省去工友,無效確保加工質量分歧性,進步全體消費效率,改善工廠任務環境。這些劣勢都是很明顯的,縱使裝置投入本錢略高,也越來越多被企業背負。隨著機械人力控技術的發展,浮動部門和打磨工具的使用,如同人手滑過鑄件毛刺般開展柔性除去毛刺,能有效性避免導致打磨工具和鑄件的損壞,吸收鑄件及定位等各方面的誤差。力控系統由二種先進的基本...
-
 直銷力控系統按需定制
直銷力控系統按需定制大儒科技基于對研磨工藝和打磨拋光應用場景的深刻理解,研發設計了DFC智能力控系統拋光力控系統,幫助企業實現自動化打磨,并取得更好的一致性和均勻性效果,提升良率,降本增效;智能力控系統解決方案以人為引導主體,以力控系統為工具,以基于打磨工藝的控制算法和運動規劃及控制算法為中心,使得機器人的操作更簡單,讓機器人打磨的應用更直觀。智能力控系統力控系統支持多種標準工業機器人,兼容ABB、KUKA、FANUC、安川、UR、愛普生、埃斯頓等多個國際、國內品牌機器人通訊協議,安裝即用。DFC打磨力控系統是通用型的柔性力控制工具,可實現所有材質表面的打磨、拋光、去焊縫、去毛刺、去除合模線、清潔等的自動化需求;...
-
 浙江快速響應力控系統
浙江快速響應力控系統客戶終端采用氣動圓盤工具對圓棒類工件的外表面進行打磨,實際打磨時氣動打磨機來回移動,圓棒工件旋轉移動,打磨機與圓棒工件之間線接觸的打磨,要想打磨圓棒工件的整個外圓周,圓棒工件不但要進行軸線移動,還需要徑向的調整位置,專機打磨的剛性接觸使得打磨效率低,圓度不一致的缺陷,有待于改善。DFC力控系統安裝在客戶現有打磨專機上,保持圓棒勻速旋轉通過滾筒線,在原有氣動打磨機位置后,安裝DFC力控系統,在力控系統執行器末端安裝原有氣動打磨機。按原有直線運動的軌跡實現柔性力控系統,但是DFC力控系統的柔性力控制功能使得快速移動的工件收到的打磨力在設定的力值范圍內,使得原有的線性接觸打磨為面接觸打磨,使得不變化...
-
 正規力控系統給您好的建議
正規力控系統給您好的建議電氣柜制作材料一般分為熱軋鋼板和冷軋鋼板兩種。冷軋鋼板相對熱軋鋼板更材質柔軟,更適合電氣柜的制作。電氣柜用途主要用于化工行業,環保行業,電力系統,冶金系統,工業,核電行業,消防安全監控,交通行業等等。在電氣柜加工過程中涉及切割、沖孔、拋光和打磨等工藝,傳統的拋光方式是操作人員手持拋光機對板材進行拋光,由于人手持拋光機,無法控制一直走直線,導致拋光效果不佳,實用性較低。打磨力控系統安裝在機器人上,力控系統可使拋光面均勻平整,提高拋光質量,提高工作效率。打磨力控系統其安裝方式、連接方式或設置方式均很簡單,客戶的技術人員只需按照其附帶的使用說明書進行安裝和操作即可快速投入打磨生產。力控系統 ,就選大...
-
 江蘇力控系統歡迎咨詢
江蘇力控系統歡迎咨詢在木門、衣柜廚柜門等表面雕琢后需要進行打磨,從而使后續的上油漆過程中節省油漆同時提高油漆的均勻性,現有技術主要是通過拿砂紙來回摩擦實現,其不但費時費力,而且由于人工的力度在各個階段可能各不相同,從而也會影響打磨的質量,故而也會影響打磨的效果及效率,難以滿足后續加工操作,故而適用性和實用性受到限制。DFC智能力控系統力控系統幫助企業現有設備實現柔性的自動化批量產生。充分利用客戶現有設備,安裝打磨力控系統的力控系統設備,操作便捷,其不但可以有效且快速的實現門板的打磨操作,而且整體打磨操作中力度相同,從而有利于提高打磨的效率與打磨的質量,并且可以實時調整,有利于提高打磨的均勻性,適用性強且實用性好。...
-
 深圳直銷力控系統
深圳直銷力控系統打磨工具應用于產品表面加工,用以實現產品的去披鋒、修邊、打磨和拋光等工藝需求。打磨工具工作時,磨片與待打磨產品之間接觸的力為打磨壓力,打磨壓力過大會損壞磨片和電機主軸,甚至會造成產品表面有凹坑,打磨壓力過小會影響打磨效果,且該打磨壓力需要隨著產品的形變量、產品的材料及工藝的改變而進行調整。但是當待打磨的產品尺寸存在偏差或者材料發生改變時,常規的打磨工具無法適應性地改變其打磨壓力,容易造成磨片損壞,且影響產品的打磨效果。大儒科技的智能力控系統力控系統,也是一種恒力打磨工具,可以提供可調節打磨壓力、提高打磨效果、延長磨片使用壽命。力控系統可安裝于工業機器人的第六軸或者安裝于非標機械手的末端,以實現...
-
 上海快速響應力控系統
上海快速響應力控系統針對薄壁件的自動打磨問題,安裝使用智能打磨力控系統是簡單有效的恒力打磨加工方法。通過在KUKA工業機器人末端的氣動柔順力控制功能使得打磨工具始終壓緊被加工表面,且壓力大小保持恒定,根據規劃路徑調整機器人的末端位姿,同時按照設定參數自動更換砂紙等耗材,進一步保證打磨的質量。目前加工軌跡表面復雜、精度要求高的自由曲面類零件打磨拋光基本都是由人工手持作業工具并依賴于工人的經驗來完成的,這很難保證自由曲面零件的形位精度、表面微觀物理屬性,且制造成本較高,制約了成型模具加工技術的發展;尤其是目前的人工作業難以保證質量的一致性及加工效率,據統計精整加工占整個模具制造工時的42%左右,繁重的作業任務及低效率...
-
 官方授權經銷力控系統歡迎選購
官方授權經銷力控系統歡迎選購機器人自動化打磨拋光適用于各種類型工件和材料打磨拋光工藝的各個方面,常規復雜形狀工件的拋光需要由人工完成,不僅加工效率低、產品一致性難以保證、生產人員工作環境惡劣,同時管理成本較高,隨著用工成本和技工不確定性風險的上市,利用人口紅利創造產品利潤的時代已經結束。自動化打磨方式使用先進DFC力控制技術使得打磨力控系統能夠處理各種復雜形狀的工件,并且保證了工件的加工質量和產品的一致性。通過在機器人上的DFC力控系統執行器,以及線性鏈接的DFC力控系統控制器,結合工件與打磨工具的磨損消耗計算方程,使得系統能夠實現復雜磨削,隨形拋或安裝三維數模尺寸拋都成為可能。實時反饋并控制打磨力在設定范圍內,在線質量...
-
 力補償力控系統按需定制
力補償力控系統按需定制而且傳統的工件清理技術使用位置支配法則,因需盡量準確地確定機器人運轉路徑,編程工作繁復而耗時。傳統技術盡管在學說上可獲得恒定的研磨拋光質量,然而實情并不盡如人意,加工后的工件往往前后品質不一,公差各不相同,難以得到安定的工藝效用。關于繁雜結構的鑄件、毛刺散布分散的鑄件也能對應。而且機器人具可編程性,新的產品導入只需要改換工裝治具,次序切換就能完成。這使裝置具更高的柔性化,更適當目前企業的需要。同機遇器人去毛刺的方案能增加工友休息強度或間接省去工友,無效確保加工質量分歧性,進步全體消費效率,改善工廠任務環境。這些劣勢都是很明顯的,縱使裝置投入本錢略高,也越來越多被企業背負。隨著機械人力控技術的發...
-
珠海拋光力控系統
在木門、衣柜廚柜門等表面雕琢后需要進行打磨,從而使后續的上油漆過程中節省油漆同時提高油漆的均勻性,現有技術主要是通過人工拿砂紙來回摩擦實現,其不但費時費力,而且由于人工的力度在各個階段可能各不相同,從而也會影響打磨的質量,故而也會影響打磨的效果及效率,難以滿足后續加工操作,故而適用性和實用性受到限制。DFC智能力控系統力控系統幫助企業現有設備實現柔性的自動化批量產生。充分利用客戶現有設備,安裝打磨力控系統的力控系統設備,操作便捷,其不但可以有效且快速的實現門板的打磨操作,而且整體打磨操作中力度相同,從而有利于提高打磨的效率與打磨的質量,并且可以實時調整,有利于提高打磨的均勻性,適用性強且實用性...
-
 官方力控系統銷售廠家
官方力控系統銷售廠家客戶終端采用氣動圓盤工具對圓棒類工件的外表面進行打磨,實際打磨時氣動打磨機來回移動,圓棒工件旋轉移動,氣動打磨機與圓棒工件之間線接觸的打磨,要想打磨圓棒工件的整個外圓周,圓棒工件不但要進行軸線移動,還需要徑向的調整位置,專機打磨的剛性接觸使得打磨效率低,圓度不一致的缺陷,有待于改善。DFC力控系統安裝在客戶現有打磨專機上,保持圓棒勻速旋轉通過滾筒線,在原有氣動打磨機位置后,安裝DFC力控系統,在力控系統執行器末端安裝原有氣動打磨機。按原有直線運動的軌跡實現柔性力控系統,但是DFC力控系統的柔性力控制功能使得快速移動的工件收到的打磨力在設定的力值范圍內,使得原有的線性接觸打磨為面接觸打磨,使得不...
-
 廣東力控系統供應
廣東力控系統供應針對薄壁件的自動打磨問題,安裝使用智能打磨力控系統是簡單有效的恒力打磨加工方法。通過在KUKA工業機器人末端的氣動柔順力控制功能使得打磨工具始終壓緊被加工表面,且壓力大小保持恒定,根據規劃路徑調整機器人的末端位姿,同時按照設定參數自動更換砂紙等耗材,進一步保證打磨的質量。目前加工軌跡表面復雜、精度要求高的自由曲面類零件打磨拋光基本都是由人工手持作業工具并依賴于工人的經驗來完成的,這很難保證自由曲面零件的形位精度、表面微觀物理屬性,且制造成本較高,制約了成型模具加工技術的發展;尤其是目前的人工作業難以保證質量的一致性及加工效率,據統計精整加工占整個模具制造工時的42%左右,繁重的作業任務及低效率...
-
 深圳力控系統怎么用
深圳力控系統怎么用鑄件去毛刺去毛刺機器人工作分為接觸性和非接觸性兩類。非接觸性作業如噴涂和弧焊,這類機器人對軌跡位置控制精度的要求不高,但對于接觸式作業,比如裝配、打磨,如果還是按照傳統的位置控制的話,就會出現偏差,導致容易導致過磨削或欠磨削。由此,我們不得不提到柔順控制,柔順控制也分為主動型和被動型,鑄件去毛刺常用被動型柔順控制。在機器人末端會添加一個柔順機構,當末端執行器與工件發生接觸時,末端柔順執行器能夠調整機器的運動軌跡,從而實現力控。如常用的彈簧(橡皮)浮動和氣浮動力控系統頭,當接觸力過大時,打磨頭會遠離工件的方向進行偏移運動,當接觸力過小時,打磨頭會靠近工件方向運動,從而實現衡力打磨。而閉環控制器+...
-
 拋光力控系統詳情
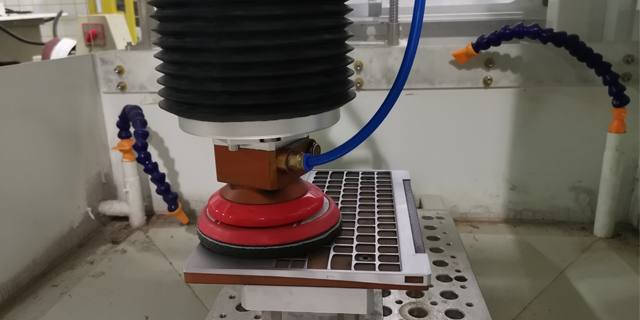
拋光力控系統詳情機器人在打磨及拋光領域應用越來越多,安裝FDFC力控系統實現的力控系統工作臺。當打磨機器人就位執行設置好的打磨路徑,通過DFC力控系統控制實時的打磨力,當工件與浮動拋光電機構的接觸壓力增大時,DFC力控系統系統則減少推動力;當接觸壓力減少時則加大推動力。DFC力控系統工作臺進一步的提高了打磨質量,通過主動力控結合被動力控的方式,保證工件與磨具之間的壓力柔性且可控,提高了生產效率與質量,擴大了打磨工作臺的適用范圍。通過主動力控結合被動力控的方式,保證工件與磨具之間的壓力柔性且可控,提高了生產效率與質量,擴大了打磨工作臺的適用范圍。本打磨系統通過浮動式拋光電機實現了在打磨過程中工件與磨具之間壓力...
-
直銷力控系統怎么用
.根據權利要求1所述的一種基于六軸機器人的注塑件飛邊自動打磨設備,其特征在于:所述的工作臺(1)沿其周邊設有框架(1-1),工作臺(1)上部的框架(1-1)兩側及后部設有可移動的透明有機玻璃板(1-2),框架(1-1)前部的兩立柱上安裝有光柵(1-3),工作臺(1)下部的框架(1-1)四周設有側板(1-5),且工作臺(1)下部的空腔用于安裝控制箱及電氣元器件,側板(1-5)上設有散熱器(1-6),工作臺(1)前部設有內凹的前儲物倉(1-4)和操作面板。3.根據權利要求1所述的一種基于六軸機器人的注塑件飛邊自動打磨設備,其特征在于:所述的固定夾座(5-2)設有用于安裝氣磨(5-3)或電磨的安裝孔...
-
浙江力控系統產品使用誤區
在木門、衣柜廚柜門等表面雕琢后需要進行打磨,從而使后續的上油漆過程中節省油漆同時提高油漆的均勻性,現有技術主要是通過人工拿砂紙來回摩擦實現,其不但費時費力,而且由于人工的力度在各個階段可能各不相同,從而也會影響打磨的質量,故而也會影響打磨的效果及效率,難以滿足后續加工操作,故而適用性和實用性受到限制。DFC智能力控系統力控系統幫助企業現有設備實現柔性的自動化批量產生。充分利用客戶現有設備,安裝打磨力控系統的力控系統設備,操作便捷,其不但可以有效且快速的實現門板的打磨操作,而且整體打磨操作中力度相同,從而有利于提高打磨的效率與打磨的質量,并且可以實時調整,有利于提高打磨的均勻性,適用性強且實用性...
-
 廣東力控系統給您好的建議
廣東力控系統給您好的建議智能力控系統力控系統采用自適應的接觸力柔性控制方式,運用控制算法來驅動磨頭運動,柔性工件易損自動補償,利用激光傳感器識別來料焊縫高度,實現打磨均勻、可控,安全性好,投資回報率快。解決問題:傳統的人工打磨生產線效率低,打磨質量與工人手法密切相關,產品打磨效果一致性差,現場粉塵大,危害工人身體健康。技術創新:1、自適應接觸力控制方式,運用“優化控制算法”優化打磨軌跡,并驅動磨頭運動,保證打磨拋光效果一致性,避免打穿或者打磨不到位;2、用視覺系統,激光傳感器,識別來料異常,精確引導定位打磨區域;3、實時檢測磨輪、拋光輪磨損情況,實現自動補償。智能力控系統力控系統解決方案已經出口到海外市場,并廣泛應用...
-
 珠海力控系統操作簡單
珠海力控系統操作簡單打磨力的數字量化及實時控制,保證了打磨力的均衡柔性輸出,高精度力控制,不但可以解決打磨行業自動化實現難的痛點,又保證了批量工件的打磨效果的均勻性和一致性;打磨過程中的高頻率振動對打磨機、機械手連接部分有不可逆的損傷,包括精度降低、關節損壞等,智能力控系統控制系統對打磨力的控制,有效實現吸振功能,延長打磨機、機械手等設備壽命;智能力控系統控制系統預留通用安裝孔和轉接法蘭,通用安裝于各品牌機器人、使用設備,并通過USB數據線、全雙工異步控制線、TCP/IP的方式與市面通用設備連接、通訊,比較大化的幫助客戶利用起現有設備,降低一次性投入成本。力控系統 ,就選大儒科技(蘇州)有限公司,讓您滿意,期待您...
-
四川力控系統企業
鑄件去毛刺去毛刺機器人工作分為接觸性和非接觸性兩類。非接觸性作業如噴涂和弧焊,這類機器人對軌跡位置控制精度的要求不高,但對于接觸式作業,比如裝配、打磨,如果還是按照傳統的位置控制的話,就會出現偏差,導致容易導致過磨削或欠磨削。由此,我們不得不提到柔順控制,柔順控制也分為主動型和被動型,鑄件去毛刺常用被動型柔順控制。在機器人末端會添加一個柔順機構,當末端執行器與工件發生接觸時,末端柔順執行器能夠調整機器的運動軌跡,從而實現力控。如常用的彈簧(橡皮)浮動和氣浮動力控系統頭,當接觸力過大時,打磨頭會遠離工件的方向進行偏移運動,當接觸力過小時,打磨頭會靠近工件方向運動,從而實現衡力打磨。而閉環控制器+...
-
 廣東力控系統操作簡單
廣東力控系統操作簡單加工后的工件往往前后品質不一,公差各不相同,難以得到安定的工藝效用。關于繁雜結構的鑄件、毛刺散布分散的鑄件也能對應。而且機器人具可編程性,新的產品導入只需要改換工裝治具,次序切換就能完成。這使裝置具更高的柔性化,更適當目前企業的需要。同機遇器人去毛刺的方案能增加工友休息強度或間接省去工友,無效確保加工質量分歧性,進步全體消費效率,改善工廠任務環境。這些劣勢都是很明顯的,縱使裝置投入本錢略高,也越來越多被企業背負。隨著機械人力控技術的發展,浮動部門和打磨工具的使用,如同人手滑過鑄件毛刺般開展柔性除去毛刺,能有效性避免導致打磨工具和鑄件的損壞,吸收鑄件及定位等各方面的誤差。力控系統由二種先進的基本...
-
重慶恒力力控系統
焊縫打磨包括:平面焊縫余高打磨、曲面焊縫余高打磨、不規則焊縫打磨。對于前兩種情況,激光測距儀實時反饋方焊縫的余高以及左右的距離信息,通過內部算法實時計算,調整打磨工具高度與打磨位置,自適應補償工件本體、焊接過程以及工裝所導致的誤差,就能實現力控系統加工作業。但對于不規則焊縫打磨,除了要定位位置和檢測余高之外,還需要準確識別,因此要采用3D視覺檢測系統,3D鏡頭+算法的測量模式,對工件焊縫3D掃描數據進行分析,實現焊縫的識別、準確定位和測量,對焊縫進行智能打磨。例如鈑金箱箱體的沖壓、焊接、打磨、原子灰、打磨、噴漆等的制作流程,把鈑金箱體的焊縫、毛坯進行精細化的加工打磨,終對鈑金箱體進行表...
-
深圳銷售力控系統
氣動圓盤工具對圓棒類工件的外表面進行打磨,實際打磨時氣動打磨機來回移動,圓棒工件旋轉移動,氣動打磨機與圓棒工件之間線接觸的打磨,要想打磨圓棒工件的整個外圓周,圓棒工件不但要進行軸線移動,還需要徑向的調整位置,專機打磨的剛性接觸使得打磨效率低,圓度不一致的缺陷,有待于改善。DFC力控系統安裝在客戶現有打磨專機上,保持圓棒勻速旋轉通過滾筒線,在原有氣動打磨機位置后,安裝DFC力控系統,在力控系統執行器末端安裝原有氣動打磨機。按原有直線運動的軌跡實現柔性力控系統,但是DFC力控系統的柔性力控制功能使得快速移動的工件收到的打磨力在設定的力值范圍內,使得原有的線性接觸打磨為面接觸打磨,使得不變化圓棒工件...
-
直銷力控系統比較便宜
焊縫打磨包括:平面焊縫余高打磨、曲面焊縫余高打磨、不規則焊縫打磨。對于前兩種情況,激光測距儀實時反饋方焊縫的余高以及左右的距離信息,通過內部算法實時計算,調整打磨工具高度與打磨位置,自適應補償工件本體、焊接過程以及工裝所導致的誤差,就能實現力控系統加工作業。但對于不規則焊縫打磨,除了要定位位置和檢測余高之外,還需要準確識別,因此要采用3D視覺檢測系統,3D鏡頭+算法的測量模式,對工件焊縫3D掃描數據進行分析,實現焊縫的識別、準確定位和測量,對焊縫進行智能打磨。例如鈑金箱箱體的沖壓、焊接、打磨、原子灰、打磨、噴漆等的制作流程,把鈑金箱體的焊縫、毛坯進行精細化的加工打磨,終對鈑金箱體進行表...