cnc數(shù)控機(jī)床自動(dòng)測(cè)量刀具
統(tǒng)計(jì)過程控制規(guī)定了三個(gè)活動(dòng)階段:了解過程:必須在其行為中識(shí)別過程,并且必須明確規(guī)定每個(gè)受控特征的規(guī)格界限。可變性的特殊原因必須消除,以使過程穩(wěn)定。使用控制圖監(jiān)控生產(chǎn)過程:這些圖表用于及時(shí)檢測(cè)受控特征的均值或方差的變化。控制圖的目的是識(shí)別始終存在的可變性的常見原因,并將其與特殊原因區(qū)分開來。統(tǒng)計(jì)過程控制的目標(biāo)不是檢查零件是否良好,而是預(yù)測(cè)并防止生產(chǎn)出有缺陷的零件。為此,可將控制圖作為預(yù)測(cè)工具,并確定可能導(dǎo)致生產(chǎn)出有缺陷的零件的原因。一旦控制圖表示存在不穩(wěn)定的過程(SPC警報(bào)),就必須采取措施控制生產(chǎn),從而限制了部件不合格和生產(chǎn)線的減速。當(dāng)控制圖沒有發(fā)出任何警報(bào)信號(hào)時(shí),該過程可被視為“穩(wěn)定”或“受控制”;其“過程能力”可以通過“能力研究”進(jìn)行計(jì)算。過程能力是一種用來計(jì)算過程在未來指定限制時(shí)間內(nèi)生產(chǎn)零件的能力的指數(shù)。**初的Shewart理論基于過程,其特征*由一種正態(tài)分布進(jìn)行描述。隨著時(shí)間的推移,統(tǒng)計(jì)過程控制的能力得到了改進(jìn),能夠(使用Pearson控制圖)分析不同分布描述的連續(xù)特征,(使用P控制圖和NP控制圖)分析離散特征,以及(使用C控制圖)和U控制圖)分析具有多個(gè)缺陷的離散特征。圖形選項(xiàng)有各種級(jí)別,從簡(jiǎn)單的狀態(tài)或數(shù)字或條形圖到時(shí)間圖、直方圖和圖形。cnc數(shù)控機(jī)床自動(dòng)測(cè)量刀具

P3UP是一個(gè)可安裝在機(jī)床上以完全控制作業(yè)流程的電子測(cè)量?jī)x。它的設(shè)計(jì)可替換針腳兼容的E9應(yīng)用。在一些情況中,也可替換帶有繼電器I/O的諸如BLU和E5的老舊測(cè)量?jī)x。當(dāng)與馬波斯測(cè)量頭連接時(shí),P3UP可控制各類磨床中的零件尺寸。測(cè)量?jī)x測(cè)量了磨削過程中遠(yuǎn)離的零件余量。操作員可實(shí)時(shí)查看模擬儀表與數(shù)字顯示器,以獲取零件狀態(tài),且LED燈的設(shè)置向機(jī)床控制系統(tǒng)呈現(xiàn)了信號(hào)以管理砂輪進(jìn)給。我們的系統(tǒng)范圍可抵抗嚴(yán)酷的環(huán)境,同時(shí)會(huì)與研磨用磨料、金屬粒子、切削油以及侵蝕冷卻液直接接觸。浙江數(shù)控機(jī)床測(cè)量?jī)x安裝泄漏測(cè)試是電池pack裝配過程中的要求用于檢查電池pack氣密性,保證電池pack內(nèi)部的高壓零部件不會(huì)出現(xiàn)短路。

DS6000是一個(gè)通過將信號(hào)的初始化、處理與分析集成起來,作為自動(dòng)系統(tǒng)與平衡傳感器和/或部件之間接口進(jìn)行操作的系統(tǒng)。DS6000這個(gè)產(chǎn)品線專為高精度磨床而設(shè)計(jì),它是機(jī)械平衡以及聲發(fā)射監(jiān)控的理想選擇。可根據(jù)應(yīng)用情況在一個(gè)或兩個(gè)面板上進(jìn)行平衡操作。DS6000模塊系列產(chǎn)品使得用戶能夠添加并組合不同模塊,以獲取一個(gè)多功能系統(tǒng)。因?yàn)榇藙?chuàng)新系統(tǒng)非常靈活,所以可滿足不同客戶要求以及給操作員提供了各種隨時(shí)易于使用的功能。DS6000系統(tǒng)包括預(yù)先平衡以及電機(jī)平衡檢查用電子單元以及液壓平衡與聲發(fā)射檢查用電子單元。可獲取的模塊:AE6000與S6000:聲發(fā)射檢查用單元DM6000:工藝檢查用單元(AE傳感器+數(shù)字扭矩適配器)P6000:預(yù)先平衡用單元M6000:電機(jī)平衡檢查用單元H6000:液壓平衡檢查用單元。
P7ME設(shè)備專為尺寸測(cè)量功能而設(shè)計(jì)。它有兩個(gè)版本的框架,版本有3個(gè)盲槽,位于機(jī)床的內(nèi)部,可通過適當(dāng)?shù)碾娎|或者一個(gè)或兩個(gè)遠(yuǎn)程面板或通過點(diǎn)到點(diǎn)以太網(wǎng)將它們連接到機(jī)界面軟件(MHIS)的個(gè)人電腦上,而第二個(gè)版本的前板有3個(gè)卡槽。可根據(jù)加工中/加工后所需的測(cè)量類型而選取專門的應(yīng)用軟件,且應(yīng)給應(yīng)用軟件配置相應(yīng)的必要周期。P7ME的兩個(gè)硬件接口使得可通過物理I/O或現(xiàn)場(chǎng)總線方式交換信號(hào)。通過以太網(wǎng)連接到個(gè)人電腦使得遠(yuǎn)程用戶界面能夠與機(jī)床交換信息、數(shù)據(jù)與文件,從而讓所有終端用戶可以保證生產(chǎn)以及監(jiān)控機(jī)床本身的使用壽命。馬波斯在線內(nèi)/外徑測(cè)量系統(tǒng)與馬波斯測(cè)量頭連接使用,在磨削加工中控制工件直徑尺寸,用于光滑表面的測(cè)量。
Marposs無線手柄利用藍(lán)牙無線技術(shù)克服了手動(dòng)測(cè)量?jī)x器中的電纜管理問題。該信號(hào)從電子或機(jī)械測(cè)量?jī)x表頭發(fā)送到Marposs數(shù)據(jù)顯示和處理單元之一。堅(jiān)固可靠的I-Wave手柄,即使在**惡劣的環(huán)境下,也可用于操作員的手動(dòng)測(cè)量。所有螺紋為M10、M6或M3.5的測(cè)頭都可以用適配器輕松安裝。星形鎖系統(tǒng)進(jìn)一步增加了手柄的多功能性,該系統(tǒng)允許快速更換儀表頭,以實(shí)現(xiàn)測(cè)頭互換性。多波手柄采用藍(lán)牙技術(shù),管理用于同時(shí)測(cè)量多個(gè)截面的多傳感器電子測(cè)頭,檢查不同高度的孔的直徑和其他幾何形狀(橢圓度、錐度等)。它可以編程使用的傳感器數(shù)量(**多7個(gè))或設(shè)置其他重要參數(shù)與特定的軟件。一旦定義了配置參數(shù),它們就會(huì)通過藍(lán)牙發(fā)送到手柄,然后保存在內(nèi)存中。所有手柄都可以通過藍(lán)牙將測(cè)量數(shù)據(jù)傳輸?shù)揭粋€(gè)Marposs電子設(shè)備,如Nemo、Merlin、MerlinPlus、E9066或10米范圍內(nèi)的任何PC。用于平衡砂輪:預(yù)平衡砂輪的循環(huán)、帶有一個(gè)或兩個(gè)平衡頭的自動(dòng)平衡循環(huán)和機(jī)器振動(dòng)映射循環(huán)。江蘇數(shù)控機(jī)床測(cè)量?jī)x報(bào)價(jià)
BLú LT單元可以直接承載2個(gè)或4個(gè)功能節(jié)點(diǎn),能保證測(cè)量系統(tǒng)與機(jī)器和公司網(wǎng)絡(luò)之間大程度集成。cnc數(shù)控機(jī)床自動(dòng)測(cè)量刀具
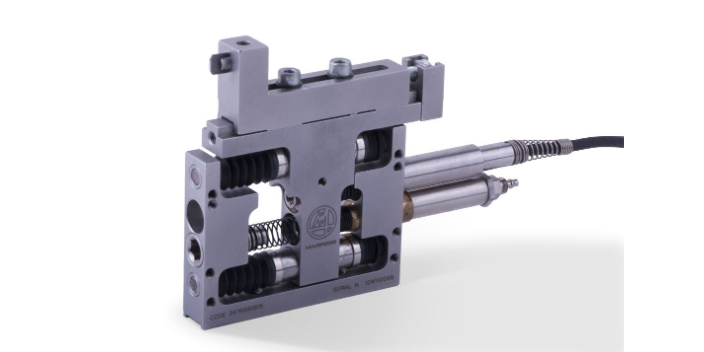
在接觸式對(duì)刀儀應(yīng)用領(lǐng)域中,可將MidaArm系統(tǒng)用于在車床或車削中心設(shè)置刀具以及進(jìn)行磨損與完整性檢查,無論這些車床或車削中心的尺寸如何。MidaArm能夠極其準(zhǔn)確地檢測(cè)刀具坐標(biāo),并同時(shí)獲取機(jī)床登記簿,從而消除手動(dòng)輸入數(shù)據(jù)產(chǎn)生的人為誤差。MidaArm無需確認(rèn)過多材料,從而縮短了刀具調(diào)節(jié)與過程設(shè)置時(shí)間。MidaArm系統(tǒng)能夠快速檢測(cè)刀具是否有磨損或破損痕跡,它是無監(jiān)控自動(dòng)機(jī)械加工流程的重要方面。因?yàn)橄到y(tǒng)的設(shè)計(jì)為靈活的模塊化設(shè)計(jì),所以很容易將系統(tǒng)用于任何類型的車床,無論使用的刀具與主軸類型如何。MidaArm的安裝模式有可拆卸安裝與固定安裝模式,旨在適應(yīng)機(jī)床設(shè)置以及自動(dòng)化水平。通過E32A電子接口單元,將MidiArm與CNC指令上的標(biāo)準(zhǔn)刀具設(shè)置輸入一起使用。可將接口用于管理接觸式測(cè)頭及其電源。安裝在測(cè)頭上的LED燈表明刀具何時(shí)與測(cè)頭觸頭接觸以及提供關(guān)于測(cè)頭當(dāng)前狀態(tài)的信息。cnc數(shù)控機(jī)床自動(dòng)測(cè)量刀具
- 山東Marposs測(cè)量?jī)x系統(tǒng) 2025-02-21
- 上海 內(nèi)圓磨床在線測(cè)量?jī)x產(chǎn)品資料 2025-02-21
- 湖北精密測(cè)量?jī)x品牌 2025-02-20
- 遼寧數(shù)控車床測(cè)量?jī)x廠家 2025-02-20
- 山東數(shù)控機(jī)床測(cè)量?jī)x精度 2025-02-19
- cnc數(shù)控機(jī)床自動(dòng)測(cè)量刀具 2025-02-19
- 浙江后數(shù)控機(jī)床測(cè)量?jī)x精度 2025-02-18
- 江西精密測(cè)量?jī)x系統(tǒng) 2025-02-18
- 河南數(shù)控車床測(cè)量?jī)x精度 2025-02-17
- 上海數(shù)控車床測(cè)量?jī)x產(chǎn)品資料 2025-02-17
- 河北數(shù)控刀具噴砂機(jī)推薦廠家 2025-02-21
- 連云港自動(dòng)對(duì)中夾緊夾具規(guī)格 2025-02-21
- 金華銷售真空灌膠機(jī)定制 2025-02-21
- 山東切角包膜機(jī)哪家好 2025-02-21
- 四川硬質(zhì)金剛石磨具批發(fā)價(jià)格 2025-02-21
- 江蘇優(yōu)良四邊封包裝機(jī)供應(yīng)商 2025-02-21
- 倉庫龍門架故障維修 2025-02-21
- 北屯品牌齊全振動(dòng)篩制造廠家 2025-02-21
- 黃浦區(qū)液位計(jì)傳感器哪家好 2025-02-21
- 遼寧瀝青電加熱導(dǎo)熱油爐生產(chǎn)商 2025-02-21