沁陽異型千葉輪價格(今日直選:2024已更新)
沁陽異型千葉輪價格(今日直選:2024已更新)歐克磨料磨具,影響模具表面拋光性的因素工件表面狀況材料在機械加工過程中,表層會因熱量內應力或其他因素而損壞,切削參數不當會影響拋光效果。電火花加工后的表面比機械加工或熱處理后的表面更難研磨,因此電火花加工結束前應采用電火花精修整,否則表面會形成硬化薄層。
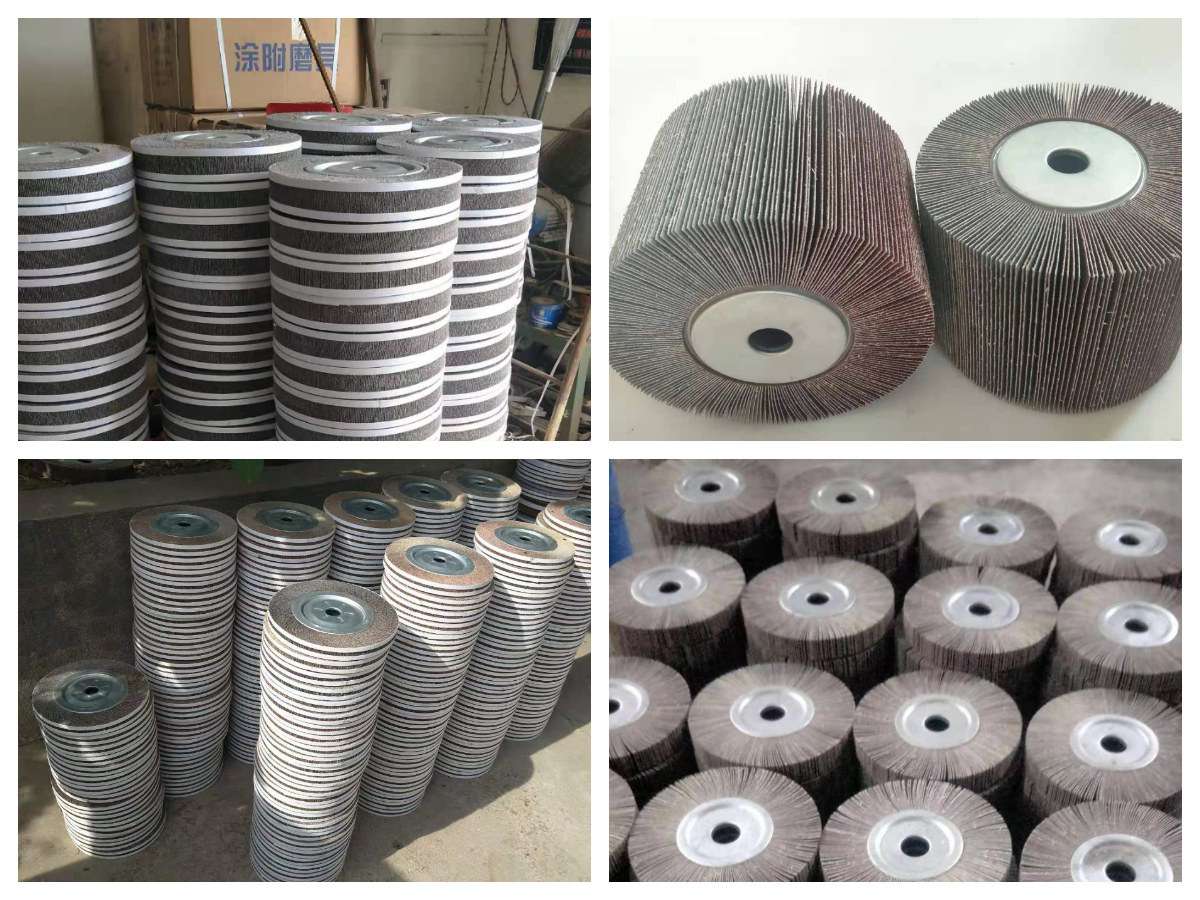
具有修補焊縫去毛刺復雜型材除銹等功能。具有裝配簡單噪音低運轉平穩表面處理效果均勻的優點。適用于冶金機械不銹鋼木制品家具塑料金汽車制革紡織等行業的研磨拋光。千葉輪采用砂為原料,千葉輪用于拋光金屬和非金屬表面。
當用多個螺栓緊固大卡盤時,應按對角線成對順序逐步均勻旋緊,禁止沿圓周方向順序緊固螺栓,或一次把某一螺栓擰緊。卡盤與砂輪端面之間應夾墊一定厚度的柔性材料襯墊(如石棉橡膠板彈性厚紙板或皮革等),使卡盤夾緊力均勻分布,緊固砂輪的松緊程度應以壓緊到足以帶動砂輪不產生滑動為宜,不宜過緊。

孔隙孔隙也是砂輪片的主要構成部分,孔隙的目地是降低粘結劑的融合抗壓強度,存儲磨削出來的磨鋼屑,當小的磨料銳利部分磨禿了后,便會因為孔隙造成融合抗壓強度減少而脫落,外露新的銳利的磨砂顆粒,有利于進一步的磨削加工。
今天介紹的主要是用于表面處理中產品拋光適用的拋光輪,其實很多表面處理中初級加工很多會用到砂帶,但是今天我們為了清晰分類,把砂帶集中留到后面集中介紹拉絲耗材時講解。今天為大家講解一下關于拋光工藝中拋光輪的分類及主要使用工藝,在接下來的分享中重點給大家談談關于表面處理耗材的相關知識,包括拋光輪拉絲輪砂帶拋光蠟等等。

重負荷砂輪一般均采用樹脂結合劑和棕剛玉微晶剛玉燒結剛玉和鋯剛玉等高韌性磨料,超硬級硬度,且砂輪不需要修整。主要采用干式磨削方式。從以上可以看出荷砂輪的荒磨技術也是后來從生產實踐中摸索創新出來的,都是為了更好的滿足生產需求的發展。需要使用高強度高硬度和粗粒度的重負荷荒磨砂輪。
石材表層和底層完全融為一體,沒有剝離層。大理石打蠟拋光上面的蠟層附著在石材表面,一層樹脂膜不與石材本身發生反應。蠟膜可以用刀片從石頭表面刮掉。大理石護理晶面處理前研磨塊的拋光過程是石材表面與化學物質的***化學結合過程。
比普通帶延長2到5倍壽命。普通磨料開始時鋒利,但它的切削率下降迅速—迫使操作者施加更大的壓力。秘密在于磨料的精密結構,當這些獨特結構頂端的礦物磨損后,新的切削刃連續露出,因此會得到長壽命砂帶的經濟性和切削率始終如一的質量。

沁陽異型千葉輪價格(今日直選:2024已更新),此此外還有別處生面的去毛刺手段,并沒有相關的數據依據,所以就不列舉出來了。總體來說,去毛刺的方法多種多樣,隨著時代的進步,相信也會有更多的方法來解決這些問題。讓我們拭目以待。缺點速度慢,容易使工件產生一定損失。
鏡面加工的標準分為級AO=Ra0.0μm,A1=Ra0.016μm,A3=Ra0.032μm,A4=Ra0.3μm,由于電解拋光流體拋光等方法難以正確控制零件的幾何精度,化學拋光超聲波拋光磁拋光等方法的表面質量不符合要求,精密模具的鏡面加工以機械拋光為主。
研磨方式就是90度交錯方式研磨,例如600目砂紙是左右磨,則800目就要上下磨,如果用類似磨墨的磨造成太多刮痕。水砂紙加水研磨,效果沒有研磨膏來的有效,如果只加水的手工研磨一般來說研磨到1200~1500就夠了,再細已經看不太出來了。

拋光模具的目的主要有兩個一是增加塑料模具的亮度和美觀;二是使模具更容易脫模。利用該技術達到Ra0.0μm的表面粗糙度,是各種拋光方法中**的。光學透鏡模具經常采用這種方法。拋光布輪廠家介紹塑料模具常見的種拋光方式。
適用于鋼銅鑄鐵等金屬粗制品的深加工和表面拋光。用于預拋光工序,切割力強,能有效地將毛坯前端擦干凈。用于拋光各種不銹鋼鋅合金鋁制品鐵銅等金屬。搭配沙拉黃蠟紫蠟使用。7打磨第66頁和第72頁的風輪。適用于研磨不銹鋼餐具等金屬。搭配沙拉黃蠟紫蠟使用。6拋光麻輪。由層細麻制成,適用于拋光各種不銹鋼鋅合金鋁制品鐵銅等金屬。麻輪由麻和棉布制成,由汽車卷起;鋒利的麻和蠟粘在棉布上,研磨力特別大。
