天津特種電機殼體訂做(服務好!2024已更新)
天津特種電機殼體訂做(服務好!2024已更新)利升鑄造,在電機外殼制造型企業中精細化管理涉及到企業生產過程中的每一個環節。我們生產的每個電機外殼都是通過嚴格的把關嚴格控制尺寸,每道工序都做首件檢查并做記錄,期間還有巡檢過程控制,終經過總檢合格后方可出倉。電機外殼每道工序都落實管理責任,將管理電機外殼具體化,明確化,它要求每個管理者都要到位,盡職。

如果硬度降低,很容易切割和消除內應力,和退火處理應當被采納。焊接件要消除過熱,細化內部組織,消除內應力,提高焊接強度,應選用正火。熱具有提高錒彈簧鋼絲各種螺旋彈簧,彈簧冷傷口的處理和消除形成內應力,性能穩定,應進行回火。
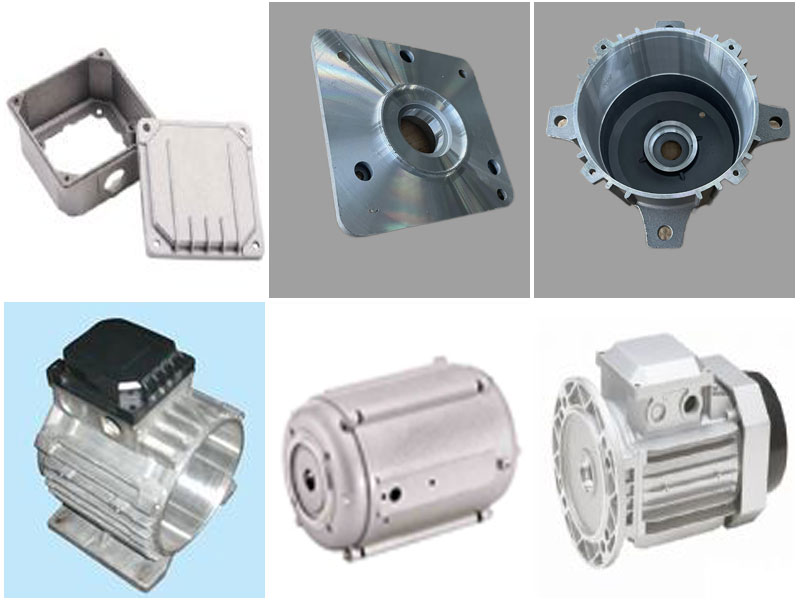
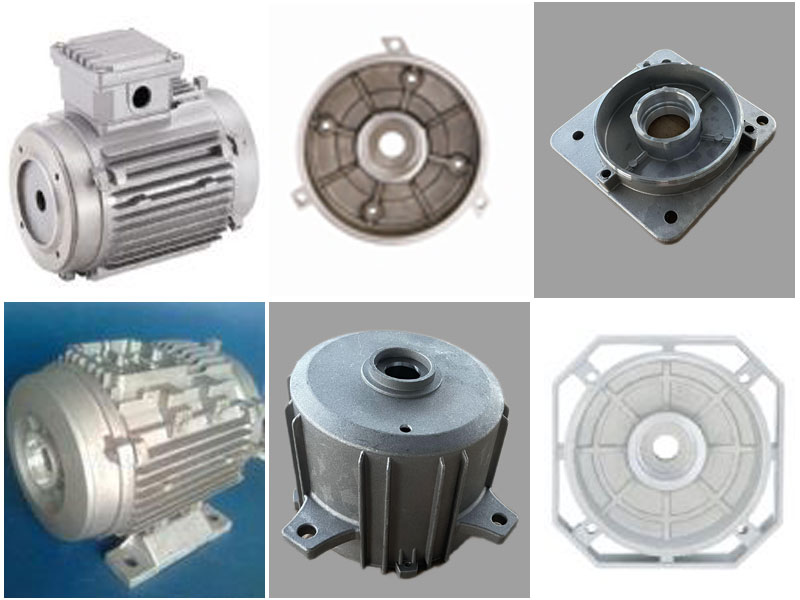
電機機殼的二個目的是安全地隔離這些內部部件,使其不受人類干擾或潛在的破壞環境的影響。外殼的設計是為了防止被撬的手指或工具,與帶電導體或旋轉風扇接觸而引起或造成電氣或機械損傷。首先是支持并將整體結構聯系在一起。圍繞電機工作部件(定子轉子和繞組)的外部組件——電機機殼,它有三個用途。

小型鋁電機殼變速電機轉子的拆卸。對于30Kg以內的轉子,可用手直接抽出,兩手各握轉子一端,一手將轉子拉出,另一手托住轉子鐵芯漸漸外移。在抽出轉子之前,應在轉子下面的氣隙和繞組端部墊上厚紙板,以免抽出轉子時碰傷鐵芯和繞組。小編告訴大家鋁電機殼拆卸和安裝轉子時,應注意不要碰壞鐵芯與定子繞組。
天津特種電機殼體訂做(服務好!2024已更新),為解決現有開關磁阻調速電動機一般都是只有固定的一種安裝形式,一旦客戶因某種因素更改其安裝位置或者形式時,只能通過對安裝位置進行調整或者更換電動機殼,從而增加安裝時間的問題。速裝式開關磁阻調速電動機殼涉及開關磁阻調速電動機殼技術領域。
如何正確的選用滾軋頭以加工出保質保量的電動機端蓋。在生產加工鑄件電動機端蓋時,很多生產加工企業在加工端蓋軸承室的多余余量后,會常用滾軋的方式對軸承室位置進行一道滾軋加工的工序,以尺寸公差及表面光潔度的要求。

要把電機外殼做好,就須控制好精度尺寸,要控制好精度尺寸就須有可檢驗的方法和工具。對于生產加工電動機外殼及電動機端蓋的電機配件的企業來說,產品的尺寸公差及形位公差很大一部分是要靠生產設備的精度予以。我們在加工公差帶要求比較小的加工面,比如軸承蓋的公差,我們機械加工電機配件經常分為干切和使用冷卻液切削,但使用了冷卻液會影響后道工序油漆表面附著力,所以常常采用干切,但是相對來說干切的溫度會比較高,所。
在農業機械中占40%~70%。液態成型工藝能得到如此廣泛的應用,是因為它具有如下的優點可制造出內腔外形很復雜的毛坯。在汽車拖拉機中占50%~70%;在機器設備中液態成型件所占比例很大,在機床內燃機礦山機械重型機械中液態成型件占總重量的70%~90%;
鋁型材擠壓模具上下模工作帶落差比超差。鋁型材擠壓模具上下模工作帶不平行,有嗽叭口。鋁型材擠壓模具工作帶有阻礙角和促流角存在。產生原因鋁電機殼鋁型材擠壓模具工作帶長度比例或型腔大小設計錯誤流速比嚴重失調。
微型電機殼硅鋼片,工程純鐵,電工鋼磁性材料部分外殼熱加工方法介紹如下.微型電機殼彈簧鋼帶,鋼絲,以消除繞組,彎曲裂紋應在退火后使用,淬火,回火處理。無彈簧鋼絲的熱處理鋼帶制造各種螺旋彈簧和片彈簧,以具有良好的柔韌性,應與淬火回火處理。

- 上海農用大姜專用膜(智選:2024已更新)
- 歐洲雙清包稅專線價格2024已更新(今日/資訊)
- 山西強礦用隔爆型自卸式電磁除鐵器定制(本周熱搜:2024已更新)
- 四川高透光有機玻璃板材生產(是真的!2024已更新)
- 四川高透光亞克力圓球缸定制(服務至上:2024已更新)
- 內蒙古方孔密封條(今日/解釋)
- 定邊丙烷供應商2024已更新(今日/要點)
- 濟南舊龍門加工中心采購(今日/實時)
- 綏化冰島虞美人種子價2024已更新今日
- 上海納秒級時間同步系統(今日/推薦)
- 深圳大型高壓換熱器制造加工(今年值得推薦:2024已更新)
- 北京西城區雙人床搬遷收費標準(市場驅動,2024已更新)
- 迭部***采購辦公平板電腦2024價+格+優+惠
- 河南高質量合成橡膠(推薦之二:2024已更新)
- 工程用排水槽生產廠家(今日/要點)